Guide d'entretien et de réparation quotidiens des machines à fabriquer des briques et gestion des pièces d'usure
Jul 09, 2026
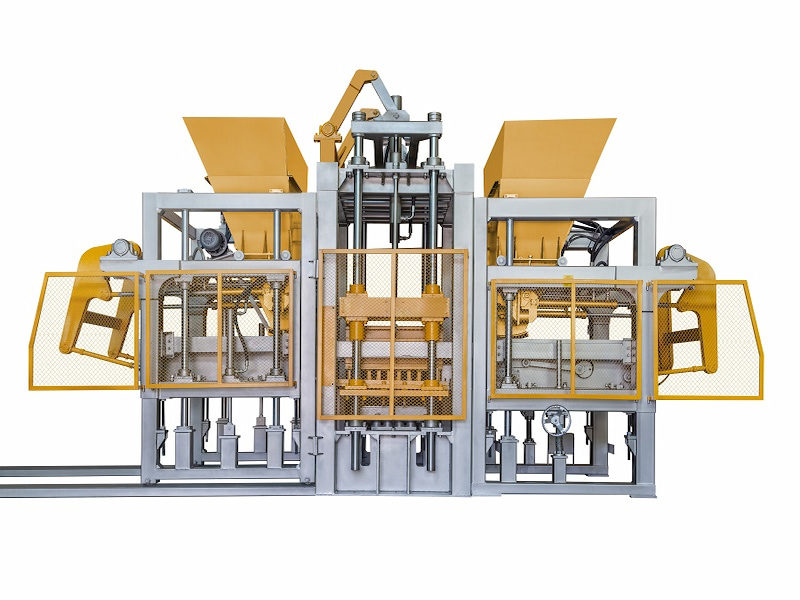
En tant que noyau équipement d'une ligne de production de briquesL'état de fonctionnement des machines de fabrication de briques influe directement sur la qualité des produits, l'efficacité de la production et la rentabilité de l'entreprise. En production, les pannes surviennent souvent de manière inattendue, tandis que de nombreux problèmes sont anticipés. Cet article, s'appuyant sur les types de pannes courants et sur l'expérience de maintenance quotidienne, propose un plan pratique de réparation et de gestion des pièces détachées à destination des opérateurs et responsables de site.I. Types de pannes courantes et méthodes de dépannage simples1. Défaillance du capteurLes capteurs sont les « yeux » du système de contrôle automatique de la machine à fabriquer des briques. En cas de dysfonctionnement d'un équipement ou de blocage d'un poste de travail, il convient de vérifier en premier lieu le bon fonctionnement des capteurs. La méthode de dépannage est très simple : consultez l'interface homme-machine du boîtier de commande, accédez à l'écran de surveillance des entrées/sorties et vérifiez si le signal du capteur correspondant est normal. Si le signal est anormal, vérifiez le câblage, l'absence d'obstruction de la tête du capteur et son état. Cette procédure permet généralement de localiser rapidement la panne.2. Écart des paramètres du produit et humidité non contrôlée du matériau de baseIl s'agit d'un problème fréquent en production. Lorsque les ébauches de briques présentent des écarts dimensionnels, une résistance insuffisante ou des défauts d'aspect, le problème ne provient généralement pas de l'équipement lui-même, mais plutôt d'une modification des paramètres de formulation ou du taux d'humidité de la matière première. Dans ce cas, il est recommandé d'enregistrer immédiatement une vidéo nette du processus de fabrication des briques et de l'envoyer au fabricant de l'équipement. Des techniciens spécialisés peuvent ainsi observer à distance l'état des briques afin de déterminer si le problème provient du dosage des ingrédients ou d'une dérive des paramètres de l'équipement, et procéder aux ajustements nécessaires. Le plus souvent, l'assistance à distance du fabricant permet de résoudre le problème, évitant ainsi les interventions sur site et réduisant considérablement les temps d'arrêt.3. Anomalies du système hydrauliqueLe système hydraulique est la principale source d'énergie de la machine à briques. En cas de pression insuffisante, de fonctionnement lent ou de fuite d'huile, vérifiez d'abord le niveau d'huile hydraulique, la température de l'huile et le bon fonctionnement du système de refroidissement. Avant chaque mise en marche, vérifiez la pression de service à l'aide du manomètre. Si l'huile hydraulique est détériorée ou si son niveau est bas, faites l'appoint ou remplacez-la immédiatement par une huile identique. N'utilisez jamais d'huiles de marques ou de grades différents. II. Système de maintenance quotidienne La mise en place d'un système d'entretien régulier est le moyen le plus efficace de prolonger la durée de vie des équipements et de prévenir les dysfonctionnements soudains.Essentiels hebdomadaires – Lubrification et entretienLe manchon de guidage est une pièce de précision qui assure le mouvement vertical de la machine à briques. Lubrifiez-le au moins une fois par semaine pour garantir un fonctionnement fluide et limiter l'usure. Vérifiez également la propreté et la lubrification de toutes les pièces mobiles, notamment les roulements, les colonnes de guidage et les crémaillères.Tous les 2 à 3 mois – Vidange d'huile du boîtier de vibrationLe caisson de vibration est l'élément central de la machine à briques, et la qualité de son huile de lubrification influe directement sur l'efficacité de la vibration et la durée de vie de l'équipement. En conditions normales, l'huile de lubrification du caisson de vibration doit être entièrement changée tous les 2 à 3 mois. L'huile est consommée quotidiennement et doit être complétée rapidement ; le niveau d'huile doit être maintenu entre 30 et 40 mm. Vérifiez également le sens de rotation du moteur hydraulique en vous référant aux marquages de l'équipement. Un sens de rotation incorrect peut endommager gravement le système de vibration.Inspection des courroies et des boulonsLes courroies d'entraînement de l'ensemble de la machine doivent être inspectées régulièrement. En cas d'usure, de glissement ou de desserrage, il convient de les ajuster ou de les remplacer sans délai afin d'éviter toute panne de transmission de puissance due à un dysfonctionnement de la courroie. De plus, avant chaque mise en marche, il est impératif de vérifier le serrage de tous les boulons, en particulier ceux de fixation des pièces soumises à des vibrations à haute fréquence, telles que le caisson de vibration et la tête de pression ; des boulons desserrés peuvent entraîner une réaction en chaîne et causer des dommages. III. Précautions d'emploi de la machineLe respect des normes de fonctionnement est la première ligne de défense contre les dysfonctionnements. Voici les points clés à suivre au quotidien :1. Avant de démarrer la machine, vérifiez que l'alimentation électrique est normale, que tous les boulons sont serrés et que tous les points de lubrification sont lubrifiés.2. Vérifiez le niveau d'huile hydraulique, la température de l'huile et le fonctionnement du système de refroidissement.3. Au début des travaux, mettez en marche le manomètre pour vérifier si la pression de service est conforme à la norme.4. Vérifiez que le niveau d'huile du vibrateur se situe entre 30 et 40 mm et confirmez que le sens de rotation du moteur hydraulique est conforme au sens indiqué.5. Maintenez propres et lubrifiées toutes les pièces mobiles de la machine, en accordant une attention particulière aux roulements, aux colonnes de guidage et aux crémaillères.6. La courroie doit être vérifiée fréquemment. En cas d'usure, de glissement ou de jeu, elle doit être remplacée ou ajustée sans délai.7. Pendant la production, veillez à ce que les matériaux adhèrent à la plaque de pression. Si nécessaire, arrêtez la machine pour la nettoyer afin de ne pas altérer la qualité des ébauches de briques.8. Respectez scrupuleusement les consignes de lubrification de l'équipement. Faites l'appoint d'huile lubrifiante dans le vibrateur dès qu'elle est consommée.9. En cas de blocage de l'équipement, coupez d'abord la pompe à huile avant toute intervention. Ne forcez jamais le fonctionnement.10. Après chaque journée de travail, nettoyez et séchez la machine, appliquez de l'huile lubrifiante et ne lavez jamais l'équipement à l'eau. IV. Diagnostic des pannes et assistance à distanceSystèmes de contrôle modernes pour machines à briques Ces machines sont équipées de fonctions d'affichage automatique des défauts. Pendant la production, veuillez accéder à l'écran d'affichage. En cas de défaut, un message s'affichera, indiquant l'emplacement du défaut et les méthodes de dépannage. Vous pouvez tenter de résoudre le problème vous-même en suivant ces instructions. Si le problème persiste, contactez le fabricant pour obtenir une assistance technique à distance. Ne forcez jamais le démarrage de la machine si le défaut n'est pas clairement identifié, car cela pourrait aggraver un problème mineur. V. Liste des pièces consommables et recommandations en matière de stockageLes machines à briques comportent de nombreuses pièces consommables. Constituer un stock raisonnable de pièces de rechange permet de réduire les temps d'arrêt de « plusieurs jours » à « quelques heures » en cas de panne. Voici un récapitulatif des principales pièces consommables pour chaque système :Unité principale : Boulon à tête de pression, Moule à ressort 20, Vis du boîtier de moule.Composants anti-vibration : coussinets en caoutchouc, joints d’huile nervurés.Composants du chariot à matériaux : essieu du chariot à matériaux, bras oscillant, fourche de mélange, goupille de mélange, roulements du chariot à matériaux, brosse métallique.Composants de la centrale hydraulique : distributeur proportionnel simple, distributeur directionnel, joints d'huile de vérin.Composants de commande électrique : petits relais, capteurs, capteurs photoélectriques, boutons lumineux, interrupteurs d’arrêt d’urgence.Recommandations concernant les pièces de rechange : Prévoyez 2 à 3 jeux de composants de commande électrique (capteurs, capteurs photoélectriques, petits relais et interrupteurs d’arrêt d’urgence) en stock, car leur taux de défaillance est élevé et leur endommagement rend l’équipement inutilisable. Il est recommandé de conserver 2 jeux de chaque composant d’étanchéité (joints d’huile de vérin, joints en caoutchouc et joints d’huile à nervures), car le vieillissement et les fuites affectent considérablement les performances de l’équipement. Prévoyez également 2 à 3 jeux de chaque pièce mécanique d’usure courante (boulons de tête de pression, essieux de chariot et fourches d’agitation) ; ces pièces sont peu coûteuses, mais nécessitent un remplacement fréquent en cas de dommage. VI. ConclusionLe entretien et gestion des équipements de fabrication de briques En fin de compte, tout se résume à trois éléments : la prévention, l’inspection régulière et la disponibilité des pièces de rechange. Les dysfonctionnements des capteurs et les écarts de paramètres sont souvent les premiers signes d’alarmes système ou d’anomalies de qualité du produit, ce qui exige des opérateurs un bon jugement. La lubrification hebdomadaire, les vidanges d’huile trimestrielles et le nettoyage quotidien – ces tâches quotidiennes, en apparence fastidieuses, sont précisément les moyens les plus efficaces de prévenir les arrêts de production soudains.Pour les briqueteries, plutôt que d'attendre anxieusement les réparations après une panne de machine, il est préférable de consacrer dix minutes supplémentaires à la vérification quotidienne et au stockage de quelques pièces de rechange essentielles. Une machine à briques bien entretenue est non seulement un gage d'efficacité de production, mais aussi la pierre angulaire d'une qualité de produit stable.Consultez notre site web pour plus d'informations :https://www.yxbrickequipment.com
EN SAVOIR PLUS